
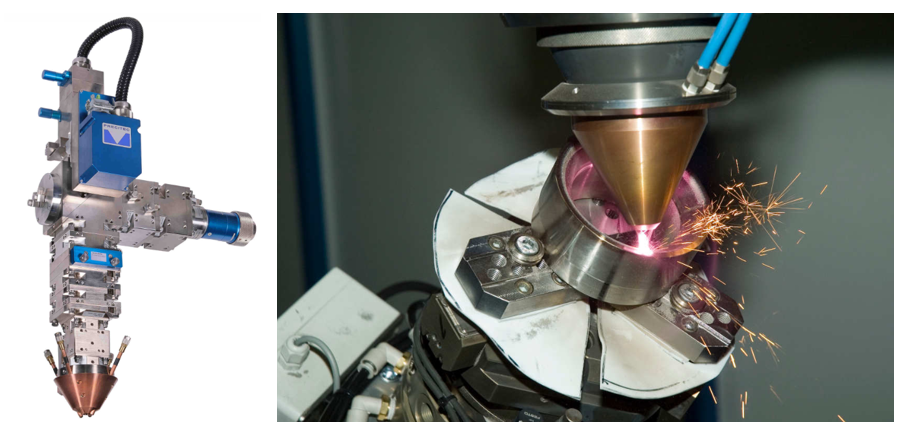
图 1:利用离轴喷嘴进行激光熔覆
马氏体不锈钢(MMC)焊接合金通常具有良好的磨损和腐蚀特性,但不适合金属间的严重磨损,在高温下也会失去机械和腐蚀特性。电弧焊接的 MSS 合金在热影响区(HAZ)的晶界中也存在焊接敏感性问题,从而析出铬碳化物,导致周围区域铬含量降低,最终导致这些区域容易发生局部腐蚀。
热喷涂涂层可在合金和金属基复合材料(MMC) 中使用,因此在整个钢铁行业得到广泛应用。然而,热喷涂涂层的机械粘接界面的强度相对较低(除非采用后喷涂熔合技术),这就限制了它们在受到非常严重冲击的环境中的实际应用。
2009 年,英国 Talbot 港建立了一个系统,试图开发用于关键工程部件涂层的激光熔覆技术(图 2),以延长其使用寿命。在钢铁工业的轧钢厂中,需要使用长度为 0.3 至 3.5 米的不同轧辊。事实证明,激光熔覆涂层可以将部件的使用寿命延长 6 倍。

图2:塔塔钢带产品英国公司的激光熔覆生产设施
自从在 Talbot 港安装激光熔覆系统以来(图 3),该工艺一直在改善,并从微观结构、机械性能、耐磨性和耐腐蚀性等方面对多种镍钴和铁基材料合金进行了评估,以实现为钢铁厂内的每种应用定制涂层性能。

图 3:Precitec YC 52 带有同轴喷嘴的熔覆头
生产线试验的初步结果非常令人鼓舞,经过激光熔覆的部件获得了前所未有的 磨损和腐蚀性能。因此,公司决定建造一台生产设备,以满足预期的需求。
激光熔覆工艺是一种硬面堆焊方法,可用于提高金属部件的耐磨/耐腐蚀/耐冲击性能。该工艺利用精确聚焦的高功率激光束形成一个焊池,在该焊池中,金属材料会被熔化。
激光束的精确性使其能够以最小的稀释度(
激光熔覆的主要优点之一是能够精细控制热输入。这样就能沉积出两相金属基复合材料结构,即:
- 基体–通常是镍基合金。这种基体具有韧性、延展性和抗冲击性,同时在高温下具有耐磨性。
- 增强硬质相–通常是碳化钨,但也可以是碳化钛、碳化铬等。
对输入热量的精细控制可使基质完全熔化并粘附在基底表面,与此同时,陶瓷颗粒仍未熔化并均匀分布在基底表面,使涂层具有极高的耐磨性和抗冲击性。硬质相和基体之间的比例可根据使用条件进行调整,即硬质相比例越大,耐磨性越强,硬质相比例越小,抗冲击性越强。
该流程的其他好处包括:
- 输入的热量最少,因此冷却速度快
- 微结构非常精细,变形可以忽略不计
- 由于稀释量极小,因此能在第一层达到所需的涂层化学成分。
- 能够生产出表面光洁度极高的硬面涂层(可对轧辊进行涂层,安装时无需进行机械加工)
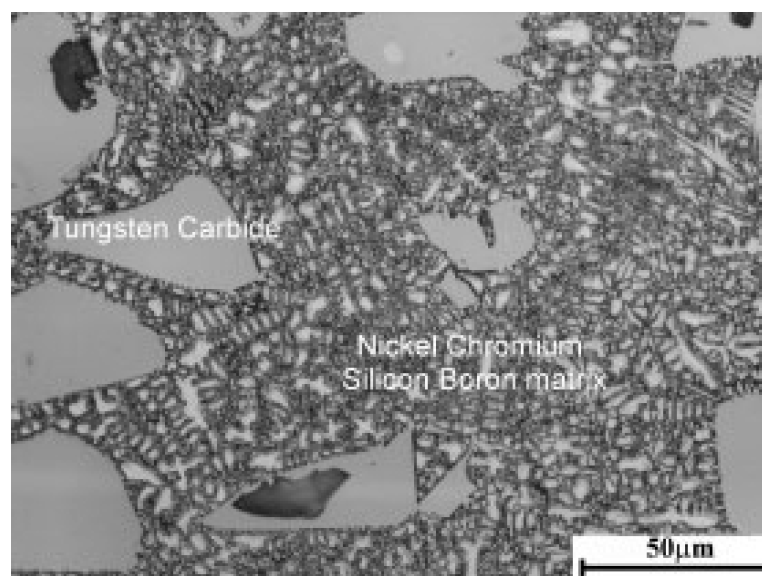
图 4:激光熔覆显微照片 – 基体中的碳化钨的典型沉积
虽然激光熔覆涉及许多参数,在激光熔覆过程中,粉末质量流量是一个尤为关键的参数。一旦确定了最佳激光光斑直径、熔覆速度和激光功率速度,粉末流量可用于控制熔覆厚度、硬度和稀释度。如图 5 所示。可以看出,增加粉末流速可有效控制稀释。
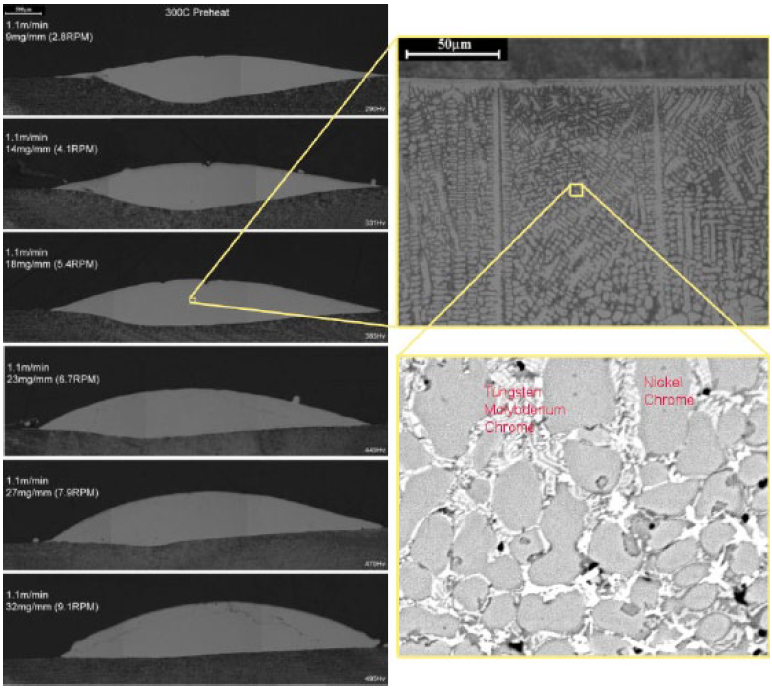
图 5:镍铬钼合金的横向切片
显示稀释程度与粉末流速的函数关系;放大率更高的光学显微镜图像,详细显示树枝状结构;放大率更高的扫描电镜图像,显示同一合金极其精细的细胞树枝状结构。
一旦确定了板上单道焊缝的最佳参数,就可以通过产生重叠焊道来实现大面积覆盖。重叠量决定了单道焊接的涂层厚度从 0.3 mm 到 3.0 mm 不等。
为了展示和量化激光熔覆与传统硬面堆焊技术相比的潜在优势,我们制作了一些激光熔覆和浸没式硬面堆焊的样品。
英国谢菲尔德大学的塔塔钢铁研发与技术机器的操作由触摸屏人机界面控制。系部生产了弧形堆焊钢板,并对其进行了统设计为自动运行方式,因此机器人能够损测试。低温和高温下的磨损测试结果分自动编程。该系统采用激光测距仪,可别如图 6a 和 6b 所示。确定部件的几何形状、开始和停止位置可以清楚地看到,与标准材料和硬面以及激光头的距离。这确保了只需少量堆焊技术相比,激光熔覆工艺可显著提培训即可操作最先进的工艺。尾部监控功高耐磨性。能可确保加工过程稳定,而自动停止和缩回功能则可在意外中断时防止损坏。
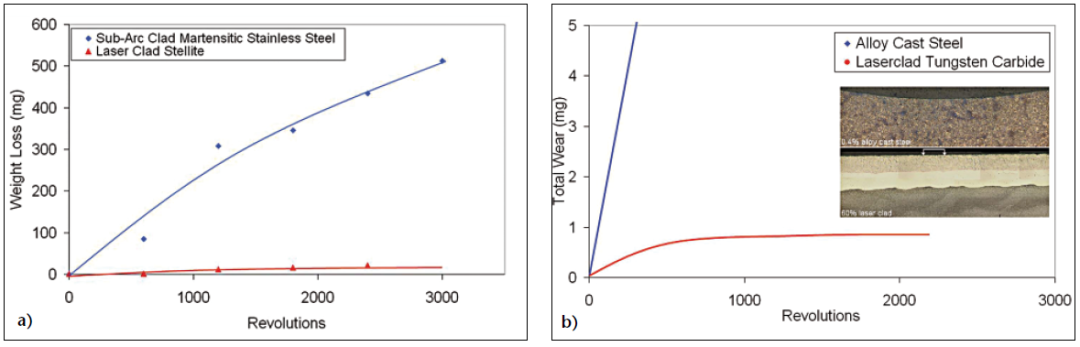
图6:a) 激光熔覆碳化钨与高碳合金铸轧钢的室温滑动磨损测试。插入的显微照片显示了试验过程中产生的 “磨损疤痕”。碳化钨上产生的磨损疤痕可以忽略不计。
b) 激光熔覆 Stellite 6 与埋弧熔覆马氏体不锈钢的高温(700 ℃)滑动磨损试验(目前应用于 CSP 的硬面 HSM 和连铸轧辊)。
能够进行激光熔覆的机床可直接从欧洲和美国的供应商处购买,但塔塔钢铁公司的工程师们决定制造一台定制的激光熔覆生产设备。该系统以 Laser Line 光纤耦合二极管激光器为基础,配备 Precitec YC 52 熔覆头和 Metallisation 质量流量控制粉末进料器。该系统由 Fanuc 机器人控制,附加的第 7 轴可旋转重量达 6 吨、长度达 3.5 米的圆柱形部件(图 7)。
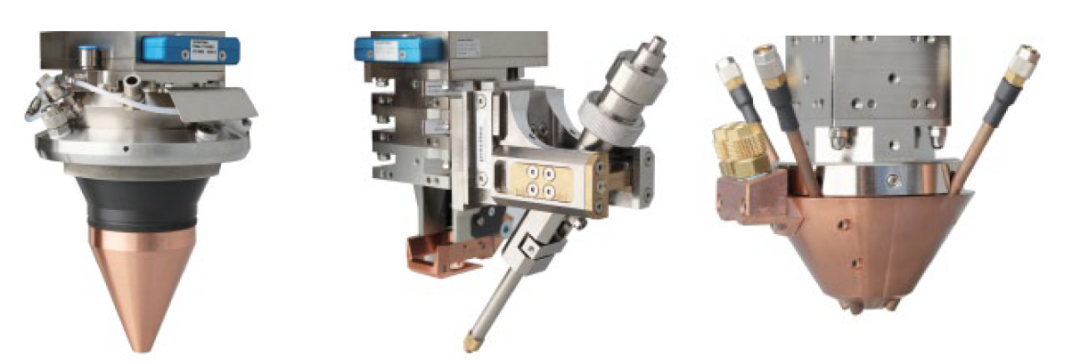
图 7:有多种粉末沉积喷嘴可供选择,实现了对各种部件以最高的粉末效率进行包覆。同轴环形喷嘴用于精细的熔覆;四孔(非连续同轴)喷嘴可进行全位置熔覆;离轴喷嘴用于要求工艺稳健性的场合,即在光束接通时间长达数小时的情况下,则使用离轴喷嘴。
机器的操作由触摸屏人机界面控制。系统设计为自动运行方式,因此机器人能够自动编程。该系统采用激光测距仪,可确定部件的几何形状、开始和停止位置以及激光头的距离。这确保了只需少量培训即可操作最先进的工艺。尾部监控功能可确保加工过程稳定,而自动停止和缩回功能则可在意外中断时防止损坏。
随着高功率二极管激光系统和专用激光熔覆喷嘴的出现,坚固耐用的熔覆工艺在硬面堆焊应用中的设计和集成变得更加简单。
拓展阅读 – 普雷茨特 YC 52 增材加工熔覆头
在激光熔覆领域,我们的带粉末喷嘴的焊接光学器件可满足您广泛的应用。几乎可以完全独立于方向生产使用寿命长的无孔层。典型的应用领域是腐蚀和磨损保护层的产生,维修和 3D 结构的产生。
YC 52 增材加工头为您的系统提供用于生产智能加工光学器件的 YW30/YW52 概念。
- 灵活适用于增材制造中的许多应用
可变的履带宽度和不同的送粉概念使您可以灵活地适应您的任务。以下可供选择:
– 同轴环形间隙喷嘴产生较小的粉末聚焦,从而产生较高的粉末效率。
– 具有四个独立粉末进料的多喷嘴同轴喷嘴,非常适合 3D 应用。
– 侧面喷嘴,用于横向粉末进料,具有理想的惰性气体覆盖率,可产生特别光滑的表面。
粉末熔覆的应用领域不仅在研究领域,而且在工业用途中都可以找到。您可以加工各种材料,例如镍,钴,铁或不锈钢的基础合金,钛合金以及含碳化钨的粉末。
- 在线监测堆焊结构高度的质量
特别是在生成高结构时,必须保持恒定的层高。普雷茨特 IDM 在激光焊接过程中以高精度同轴测量结构高度。与西门子合作,可以将高度测量扩展到过程控制系统,从而为您连续测量作业结构以及与 CAD 数据集进行比较的可能性。不再需要昂贵且费时的分析和返工过程中断。可以通过使用高温计来支持过程自动化。

如您有样品测试需求、产品咨询等相关问题,请发邮件至:CHR_sales@precitec.cn 或致电 021-64955366。
普雷茨特于 1971 年在德国巴登巴登成立,致力于不断推动激光材料加工市场的发展,在全球 22 个国家和地区设有子公司和代表处,是一家从事激光技术和 3D 测量技术的全球运营公司。
普雷茨特激光切割:普雷茨特切割头具有高效、灵活、便捷的特点,可适用于各种激光类型,比如二氧化碳、碟片、光纤激光器。切割头上集成的传感器可确保加工过程协调进行,并能够达到非常理想的切割质量。
普雷茨特激光焊接:普雷茨特不仅可以提供焊接头,而且能够提供一整套自动焊接质量监控系统。通过传感器和执行机构,对焊前、焊中及焊后进行监测和控制,为焊接任务提供了最先进的一站式解决方案。
普雷茨特光学测量:普雷茨特是一家高度创新的传感器和光学探头的德国制造商。产品涵盖光谱共焦、干涉、点、线和多点传感器、区域扫描传感器和光谱线扫相机,并深入消费电子、半导体、玻璃、汽车、医疗等行业,时刻挖掘高精度在线测量的精度极限,拓宽离线检测的多种可能性。