

组装案例集 电子行业
高速镜头组立线的应用案例 飞拍技术带来高速高精度组装,打造国内高效精准的一体化镜头组立线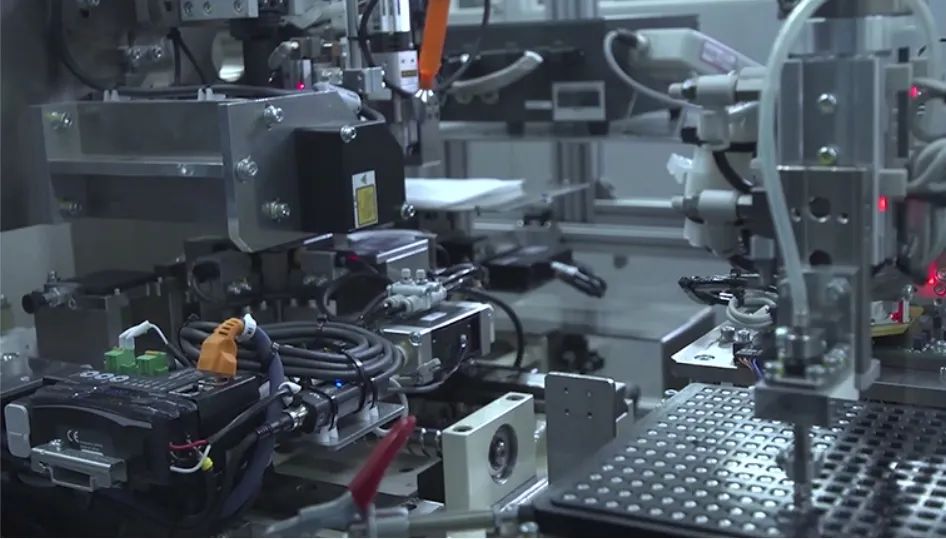
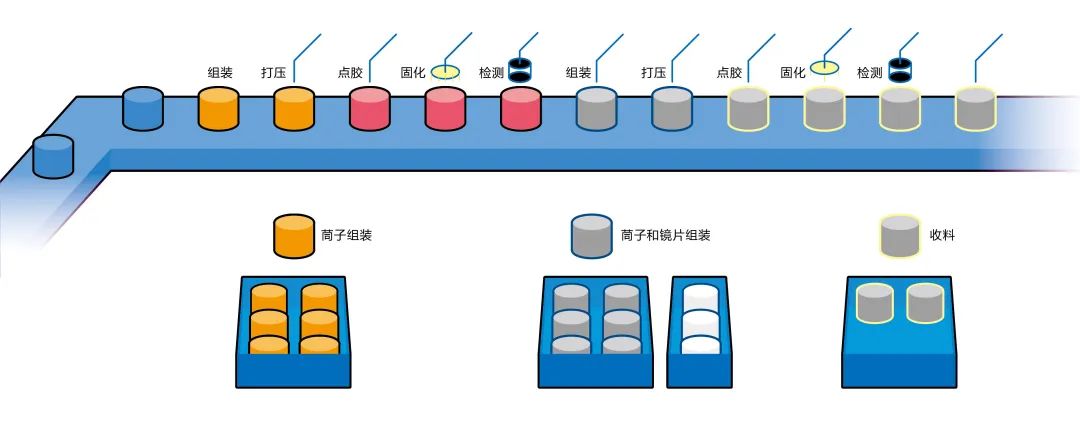
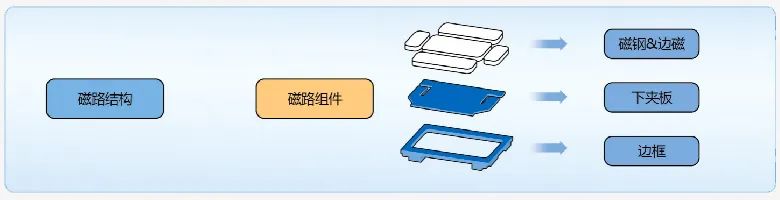
镜头自动组立线集自动化生产和灵活性生产的特点于一身,因而在以大批量生产为主的镜头组装中为提高效率和质量发挥了重要作用。

在镜头的生产环节如组装、点胶、固化和检测四大环节中可以灵活组合,大大提高了产线的灵活性和高效性。
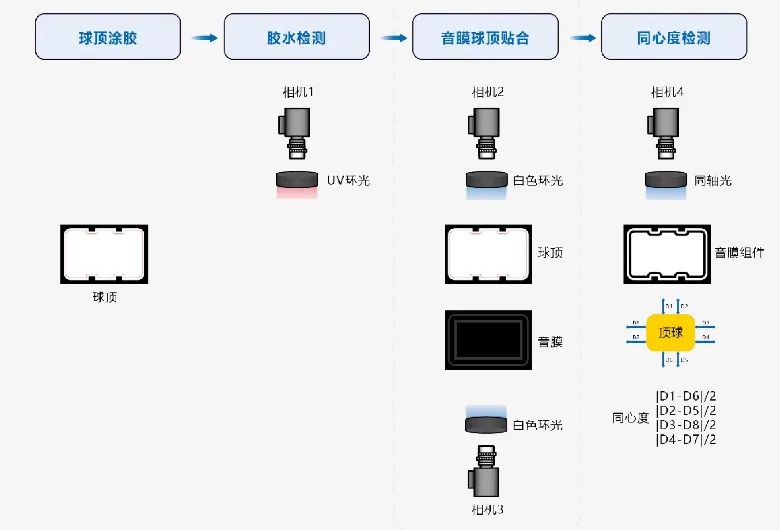
课 题 飞拍技术在音膜球顶贴合设备上的应用 飞拍技术的活用,确保精度的同时实现产线大提速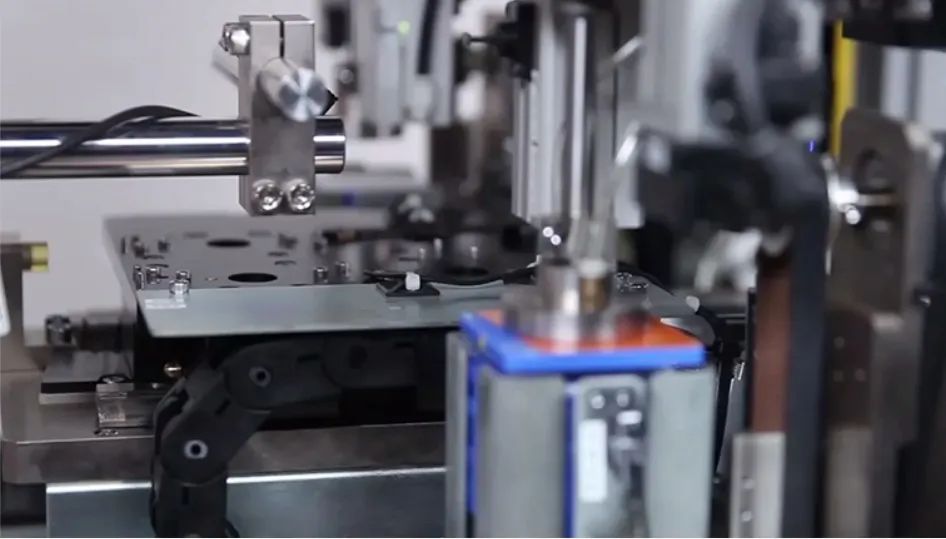

随着智能电子产品的迅速发展(尤其智能手机、耳机等智能产品),以及消费市场的不断扩大,人们对于其品质的诉求也越来越高。扬声器作为智能电子产品不可或缺的一部分,其品质的好坏直接在感官上影响着消费者对产品的认知。
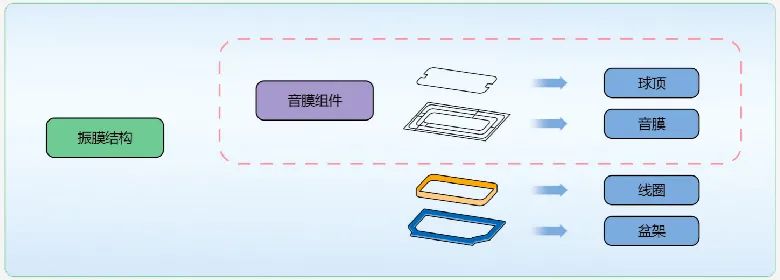
音膜球顶对位贴合作为扬声器组装工艺的关键部分,其组装的品质和效率更直接影响着扬声器的品质及产线效率。
课 题
二次电池叠片机应用案例 结合多项尖端技术,大幅提升生产速度与良品率
Z型叠片机是方形锂电池生产的关键设备之一。一般由十个机构组成,分别为:放料机构、正极料盒、负极料盒、正极二次定位机构、负极二次定位机构、正极送料机构、负极送料机构、叠片台、贴胶机构、下料机构。
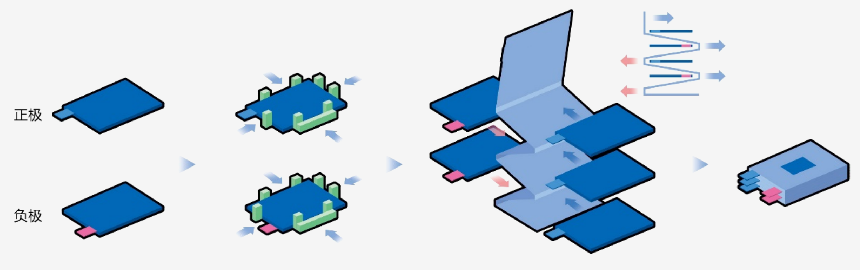
叠片机将正、负极片装入料盒中,机械手左右运动,在正、负极料盒中拾取极片,经二次定位,交替将正、负极片放在叠片台上。隔膜主动放卷,叠片台带动隔膜左右往复移动形成Z字叠绕。叠片完成后,按照设定长度切断,自动送出人工贴胶。
课 题