
角焊缝是一种常见的焊缝,应用领域较为广泛,已被广泛应用于起重机械、建筑工程及海洋化工等领域,可以连接多种部位。使用角焊缝连接具有强度高、连接稳定、适用范围广、施工方便等优势。在实际应用中,需要根据不同的连接部位和要求选择合适的角焊缝进行连接。 钢结构桥梁: 桥梁是角焊缝的主要应用领域之一,角焊缝可以连接桥梁的纵梁、横梁、支撑等部位。 建筑结构: 角焊缝也广泛应用于建筑结构,如楼梯、墙体、屋架、支撑等部位的连接。 机械部件: 角焊缝可以连接机械部件的结构件、支撑件、配件等部位。
角焊缝也是焊缝类型中的一种,常见缺陷也一样包括夹渣、气孔、裂纹、未熔合、未焊透等,相对于常规的对接焊缝结构来说相对比较复杂,对于缺陷的定位和定量都增加了一定的难度。 目前,角焊缝的常规无损检测方法主要为磁粉检测和脉冲反射法超声检测。 磁粉检测: 只能检测被检工件的表面及近表面缺陷,对于角焊缝内部的缺陷检测并不充分。 常规通用超声检测: 声束折射角度单一,声束全覆盖存在一定困难,反射波识别困难、缺陷定位方法复杂、探头折射角度选择繁琐、缺陷当量误差大。
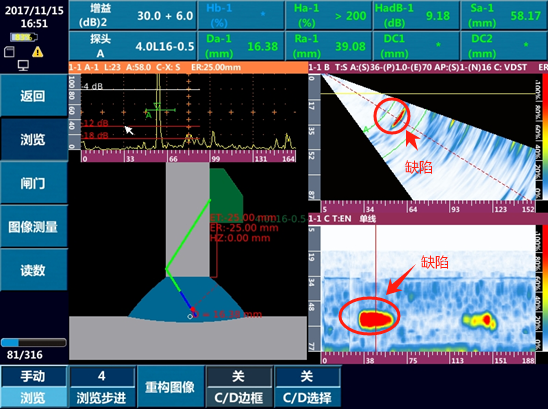
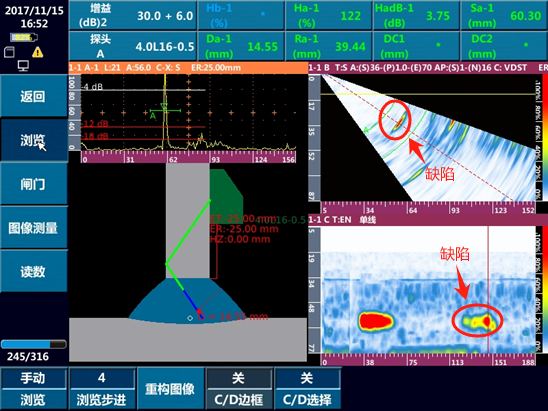
待检工件一:T型角焊缝 (T型角焊缝)
工件规格: 翼板长度和宽度为300mm×250mm,腹板和翼板的厚度均为20mm 设备:SyncScan 32PT 探头:4.0L16-0.5-9 楔块:8N55S 探头位置:腹板右侧
(缺陷位置:34.72 mm、缺陷长度:26.70 mm、缺陷深度:16.38mm、缺陷自身高度:5.85mm)
(缺陷位置:130.85 mm、缺陷长度:19.36 mm、缺陷深度:14.55mm、缺陷自身高度:5.3mm)
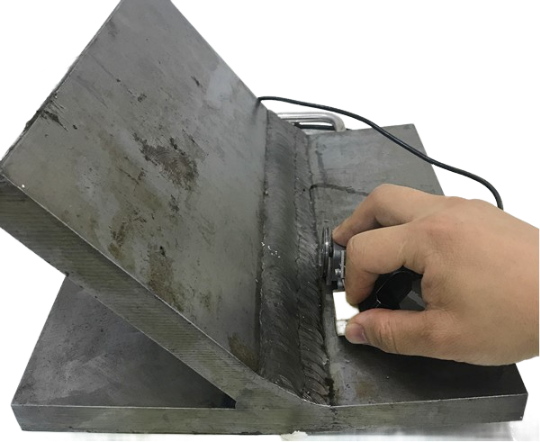
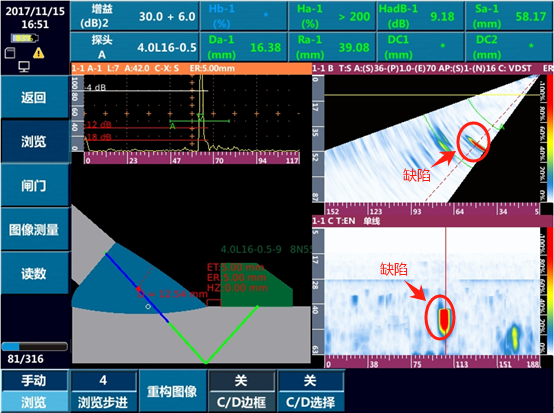
待检工件二:Y型角焊缝 (T型角焊缝)
工件规格: 翼板长度和宽度为300mm×250mm,腹板和翼板的厚度均为20mm 设备:SyncScan 32PT 探头:4.0L16-0.5-9 楔块:8N55S 探头位置:翼板右侧 (缺陷位置:100.49 mm、缺陷长度:8.65 mm、缺陷深度:12.54mm、缺陷自身高度:7.96mm)

在利用相控阵超声技术进行角焊缝检测时,我们可以借力计算机软件辅助工具。汕头超声“角接接头”应用检测向导软件通过先进的算法,能够精准标定角焊缝中的缺陷位置。通过模拟缺陷,可以直观地显示出缺陷在试件中的确切位置,大大提高了检测的准确性。这不仅为技术人员提供了便捷的检测手段,还为人工判定缺陷性质提供了有力依据,从而确保了角焊缝的质量和安全。