
在测量冲压件棱边外形轮廓时,由于冲压零部件的变形量比较大,材料厚度比较薄,通过直接在棱边面取点测量,有可能在测量过程中用球形测针测量点未探测到点,或者测量时测针红宝石球未测到,测针杆碰到,从而影响测量,及测量的准确性。AC-DMIS中边缘点功能为解决这类测量问题提供了准确测量。以(图1)为例具体来讲解
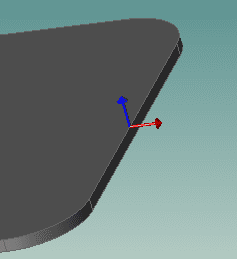
(图1)为一冲压零部件的一部分,壁厚0.5
(图2)
(图3)
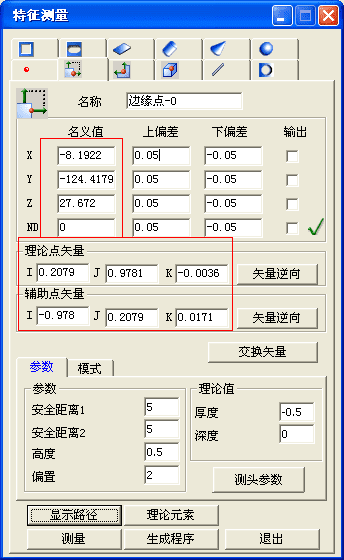
(图2),(图3)为AC-DMIS边缘点页面上图中参数便是意义如下:
“XYZ”:边缘点的坐标值。
“ND”:实测值与理论值在矢量方向上的偏差。

显示模型上拾取的边缘点的矢量方向 以蓝色箭头显示。
显示与模型上拾取的边缘点对应的辅助点的矢量方向 以红色箭头显示,与边缘点矢量方向垂直。
使理论点矢量与辅助点矢量进行交换。
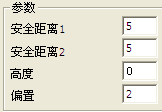
“安全距离1”:沿着辅助点矢量方向的安全距离。
“安全距离2”:沿着理论点矢量方向的安全距离。
“高度”:确定边缘点的实际测量位置。从辅助点实际位置向下测量边缘点的距离值,只能为正值。
“偏置”:确定辅助点的测量位置。从边缘点理论位置沿理论点矢量方向向内测量辅助点的距离值,只能为正值。
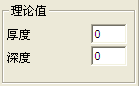
“厚度”:沿着辅助点矢量方向补偿理论值,与辅助点矢量方向同向为正,反向为负。
“深度”:沿着理论点矢量方向补偿理论值,与理论值矢量方向同向为正,反向为负。
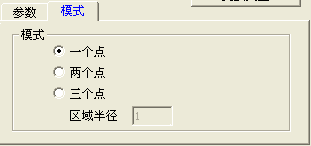
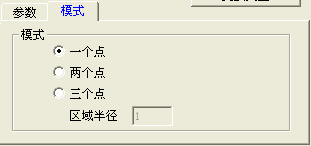
“模式”:测量辅助点的点数。一个点只测量一个点,确定了边缘点的实际深度;两个点测量一条线,确定了边缘点的实际深度和边缘点在其截面上的矢量方向;三个点测量一个平面,确定了边缘点的实际深度和边缘点的矢量方向。三种模式下的路径是不同的,如(图4),(图5)和(图6)所示:
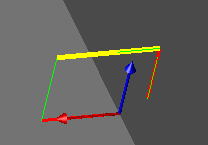
(图4)
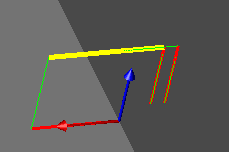
(图5)
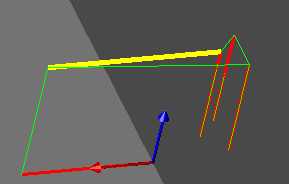
(图6)
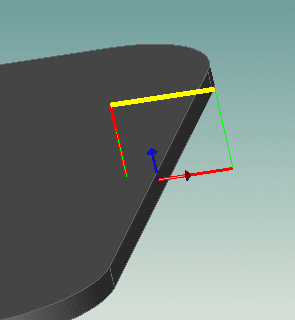
“区域半径”:当模式为“两个点”或者“三个点”时使用,确定辅助点的测量区域,如(图7)与(图8)分别是调整区域半径前后的路径
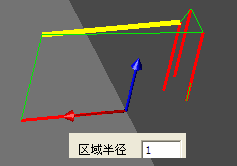
(图7)
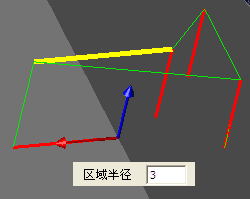
(图8)
通过设置以上参数后最后生成路径如(图9),其实也就是先在蓝色箭头辅助面上踩点确定高度,再以次高度为0,下降多少再窄面处测点
(图9)