
几十年来,粗糙度在轮廓形貌中一直被测量和表征。以 ISO 4287 中的Ra 或 Rz 等 2D 线粗糙度参数对表面结构的评估已经存在很长时间了,并且仍适用于控制标准过程。
但是,如果您想了解更多表面特征或者复杂的表面结构特性,2D参数会有较大的局限性,而且2D参数对于小范围的定位和评估往往也很困难。以ISO 25178 中的3D表面粗糙度参数可以完美的表述这些特征。
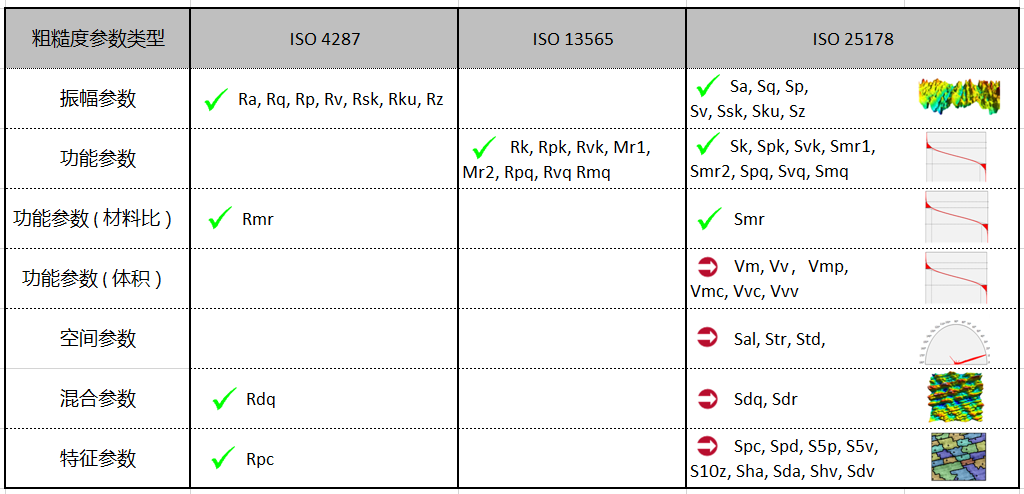
如下是2D和3D粗糙度参数的对比:
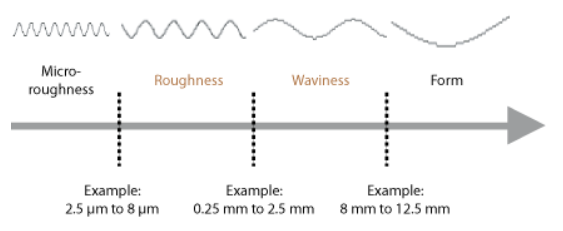
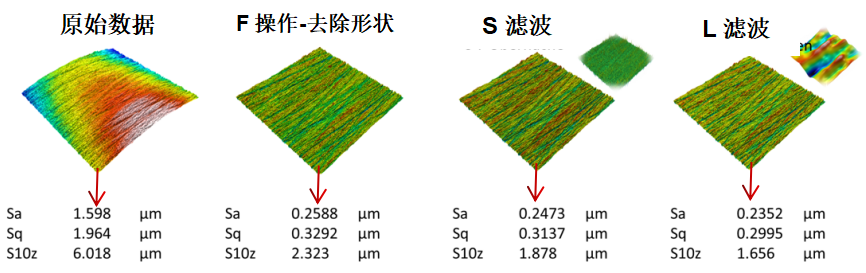
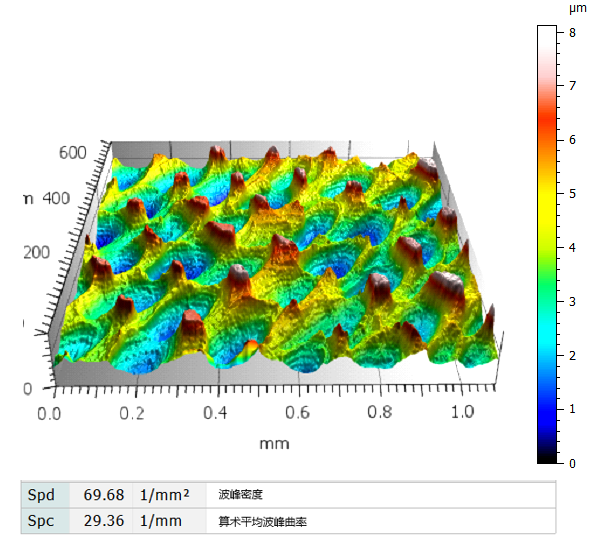
在实际的3D表面粗糙度测量分析中,我们需要正确的使用预处理,特别是选择相应的滤波器来得到准确的粗糙度值,使其避免受其他表面特性的干扰。下图是一个典型表面形貌的区分:微粗糙度,粗糙度,波纹度和形状。
马尔的3D共聚焦测量仪,完全遵循了ISO 4287, ISO 13565和ISO 25178的标准来进行产品表面粗糙度的测量和评估分析。
-
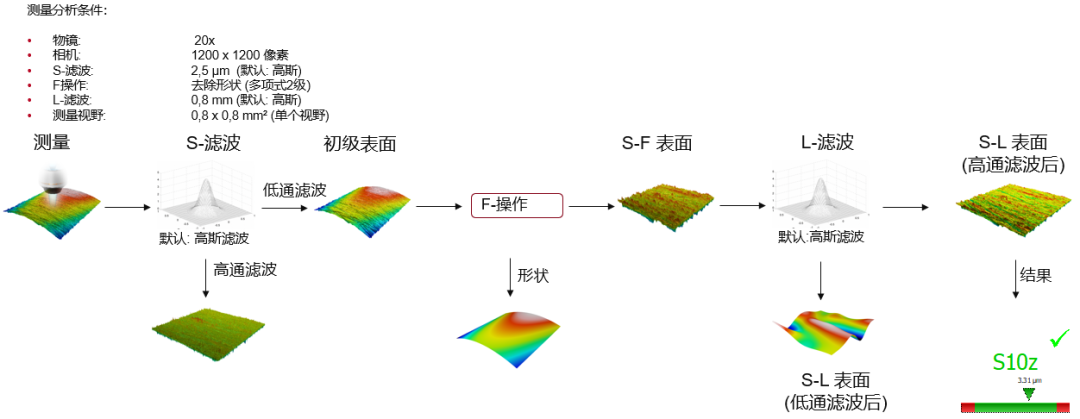
带宽比为L滤波 (≈ 300:1)
-
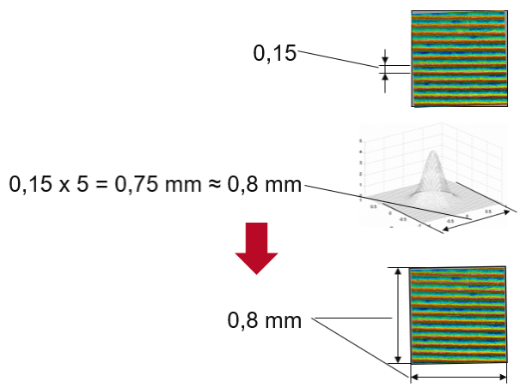
滤波器大小至少比采样间隔大3倍 -
采样间隔取决于物镜和相机

-
选择至少要比指定粗糙度的横向结构大5倍的滤波器 -
滤波器类型 -
滤波器的大小决定了横向测量视野的大小
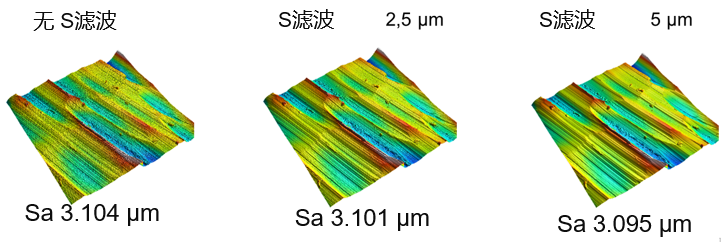
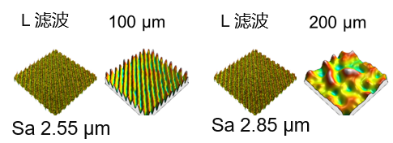
列举选择不同L滤波时粗糙度值的变化:
关于马尔
作为一家全球化的计量设备制造商,德国马尔致力于为客户提供测量解决方案。从卡尺到光学行业测量系统,马尔精密量仪广泛应用于汽车、机械工程、医疗行业、电气工程、光学以及可再生能源等领域中对于工件长度、形状及表面的精密测量。
马尔成立于1861年,是一家享誉全球的企业,在全球拥有20家子公司和大约2000名员工。
无论何时何地,作为你的全球合作伙伴,马尔将助你高效精准地解决测量任务,面向更长远的未来。