
科瑞朗 Kreon3D检测方案
扫描速度通常是用户选购三维激光扫描仪时考虑的重要因素之一,因为这直接影响了质量控制环节中产品检测实际花费的时间。尤其当零件体积较大,扫描速度就显得愈加重要。可以说,扫描速度决定了检测速度以及生产效率。那又是哪些因素决定了扫描速度呢?在选购扫描仪时,必须考虑的技术指标有哪些?
采集速度 (Acquisition speed)
很多人会下意识地将采集速度与扫描速度混为一谈。某种程度上来说,采集速度是反映扫描速度的重要指标,但它不能完全代表扫描速度。
采集速度是指扫描仪每一秒在零件表面采集到的点数。它由两个因素决定:采集频率(即每一秒发出的激光行数)以及每行的点数。
比如,当采集频率为300Hz, 每行激光线采集2000个点,该扫描仪的采集速度即为600,000点/秒。
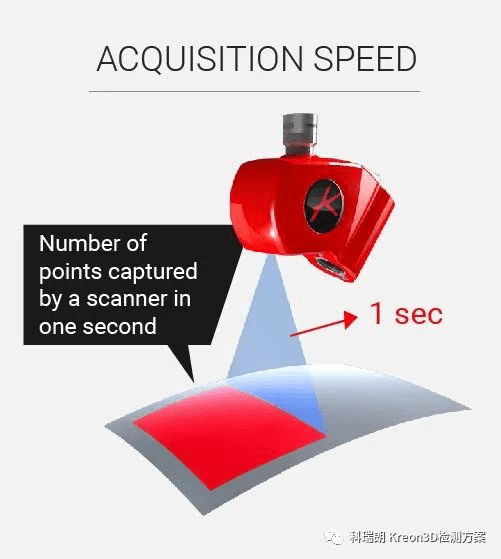
采集速度低,单次扫描获取的点云密度不高,数据量小。往往需要更多次的重复扫描来获取更密集的采集点。采集速度高,即通过少量或单次扫描即可获取高密度的点云结果。与此相对的,它对测量软件以及电脑硬件的要求也会比较高,需要更加强大的密集点云处理能力。
激光线长度 (Laser line length)
通常,扫描仪技术参数中标出的激光线长度,指的是最宽激光线长。
激光线的长度会随着扫描镜头离扫描物体的远近而变化,通常镜头离扫描物体越近,激光线越窄(top of scanner field of view),而当扫描镜头离物体越远,激光线则越宽(bottom of the scanner field of view)。成因是由于激光线是从顶部一个点发出,向下呈三角形扩散,可参考下图图示。
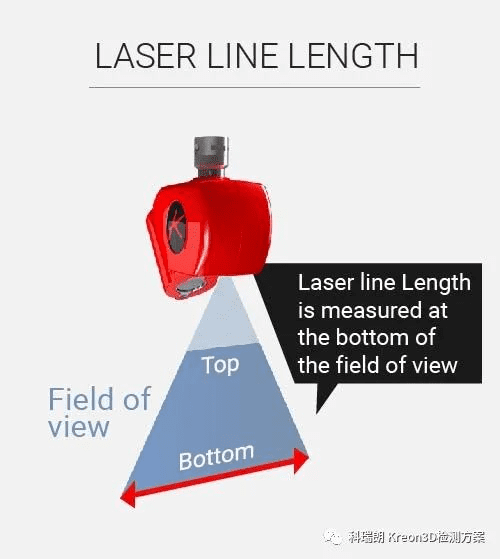
那激光线长短和扫描速度有什么关系呢?试想你如果要为一个500mmX500mm的平面刷漆,在手部速度相同的前提下,肯定是用较大的滚筒刷完成的更快,三维扫描也是如此。选用50mm激光线宽的扫描仪,就需要至少扫10次完成整个平面,但是用100mm,5次即可完成, 大大缩短了耗时。
频率 (Frequency)
相较于采集速度和精度,采集频率一般被较少地考虑到,但它的确也是影响扫描速度的重要指标之一。
上文中提到,频率是指每秒发出的激光线的行数,即频率越高每秒扫过的激光线越密集。
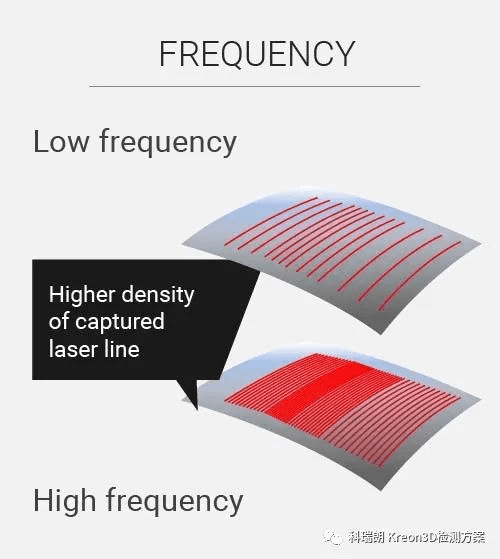
试想两台采集频率分别为200Hz和50Hz的扫描仪,用相同的手速扫描一个平面,频率为200Hz的扫描仪扫出来的点云更密集,形成的图像就更加顺滑。而50Hz扫出来的点云则能明显看到每行扫描线之间存在较大的空白。若想要达到和200Hz一样的扫描结果,则需要降低4倍手部移动速度,从而获取相同的激光线行数。

总结来说,扫描速度是一个综合指标。有时,并不是高频率高采集度速就一定能有高效率,有时采集到的点云量过大反而会拖慢数据处理进程,影响效率。
在实际选购中,要首先明确需求再做选择。如果扫描零件的体积普遍比较大,则建议将激光线的长度作为一个重要考虑指标。如果是比较复杂的物件表面(反光,亮黑等),则建议选择高频率高采集速度的扫描仪。
