
条痕表征及条痕等级确定
在汽车领域,在可见部件喷漆表面出现条痕结构是不可接受的,需要对可见零部件的表面进行严格地标定条痕等级。
条痕产生的原因
在汽车轻量化设计和创新发展环境下,铝合金得到广泛使用。在一些非常注重强度重量比的应用领域里,对铝合金的需求正在迅速增长。铝合金在入市前必须经过轧制、拉伸和压制成适当的形状,在这些成形操作过程中,合金的晶粒结构会重新排序,从而导致表面粗糙度增加和橘皮表面。
在一定条件下,表面粗糙结构可以固结成较大的带纹或条痕,它们与轧制方向平行,与拉伸方向垂直,通常的宽度在0.2~2mm之间,长度在10~30mm之间。条痕肉眼可见,破坏表面形貌。在生产中,铝板垂直于轧制方向延展或拉伸5~20%,如图1所示。
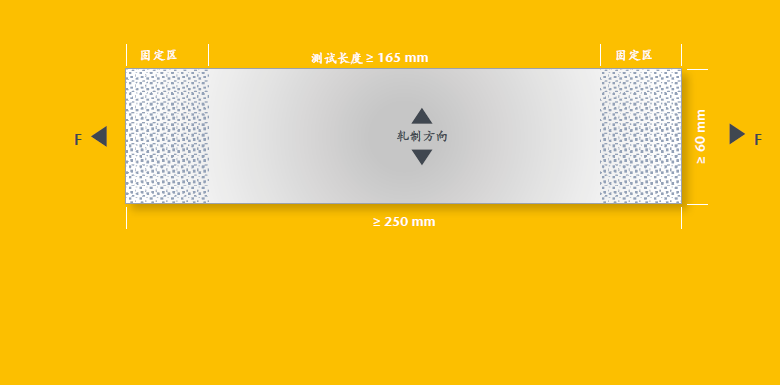
图1试样尺寸、试样位置及轧制方向和预拉伸方向
与橘皮表面不同的是,即使在喷漆之后,条痕结构也清晰可见。在汽车领域里,客户不接受在涂漆的可见部件上出现条痕结构。因此,我们必须对汽车可见部件表面的条痕实行严格的分级。
在过去,表面粗糙度的检查主要是通过检查员的目测完成。可以预见的是,不同检查员的判定结果会不一致,而且判定结果在很大程度上取决于检查员的经验和样品的制备和照明。通常情况下结果不可重复,精确表征更是几乎不可能。光学表面测量(表面形貌或一系列线条轮廓)能可靠、客观地对条痕结构进行分级。
方法1- 使用Sa参数来表征条痕值
铝合金板材在经过轧制和拉伸后,表面粗糙度往往会增加而出现条痕结构。Hotz等人在发表的论文中使用了Sa参数来表征粗糙度。Sa描述了被测表面与最小二乘表面之间的平均偏差,与用于表征线粗糙度Ra、Wa或Pa参数相对应。
由于条痕宽度为几个毫米,Sa值可以用于表征有限结构尺寸的表面粗糙度。如图2所示,使用Sa值来定义延展铝合金板材的条痕值。例如,等级4表示条痕最大(Sa值最大),等级数字越小则表示条痕越小(Sa值较小)。
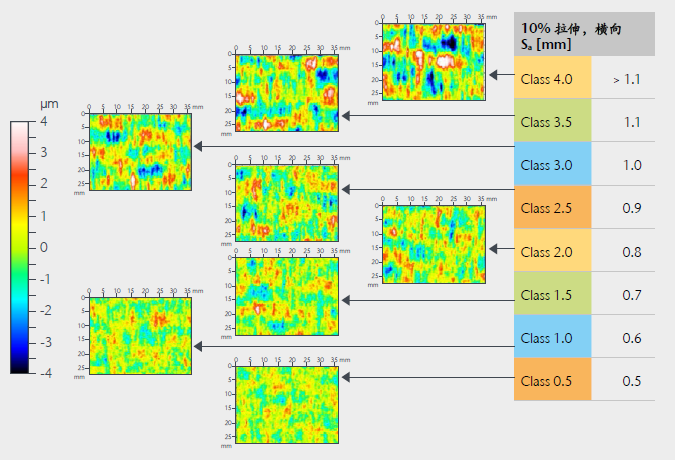
图2 使用Sa来标定条痕等级
方法2 – 使用印痕法来表征条痕值
确定条痕等级第二种方法,即表面印痕法。这种印痕法与复制带有凸起字体结构的信用卡有很多相似之处,即在凸起的字体结构上盖上一张纸,并用铅笔来回涂抹,使凸起的字体表面可见:凹陷区域保持明亮,而凸起区域变暗。使用特制的胶纸,以300dpi的精度进行扫描印痕,形成一幅灰度图像。通过软件对灰度图像进行评估,根据0(无条痕)~9(强条痕)的标准评定出条痕值。这种方法看起来似乎很简单,但它属于劳动密集型,极度耗时,缺乏准确性并且容易出错。使用Polytec的TopMap白光干涉仪则可以避免这些缺点。
白光干涉法改进条痕值测定方法
Polytec公司的大面积扫描式白光干涉仪,使用光学测试技术来取代印痕法,已得到业界公认。作为光学测试系统,TopMap测试速度快,只需数秒即可测试完成铝制板材的表面形貌测试。Polytec还提供了配套软件,可将3D结果转换为可重复的灰度图像,以代替手工印痕。为了确保测试结果与GAAI标准相当,TopMap白光干涉仪采用了一套特别算法来准备和导出数据,以便对数据进行进一步后处理来确定条痕值。
此外,Polytec软件根据VDA 239-400 GAAI标准和Wsa(1-5)计算出RK参数,以及根据钢铁协会VDEh guidelineSEP 1941的计算出Wa(0,8)参数。线轮廓参数Wsa(1-5)在铝与钢铁行业应用中广泛使用,可用来描述尺度在1~5mm范围内的“窗内波纹度”。
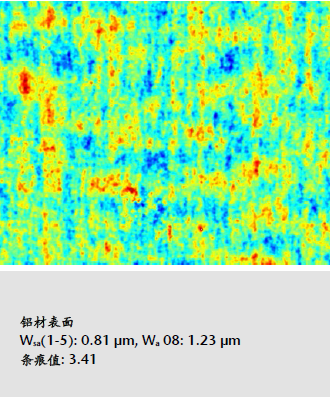
图3 用Polytec白光干涉仪测量形貌
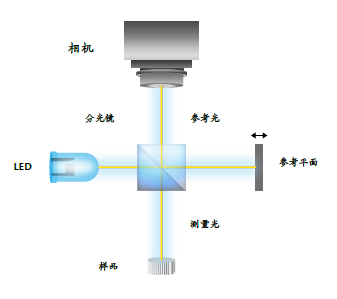
图4 白光干涉仪测量原理
Polytec的创新型测试方法消除了手动压印过程,同时更快更准确地确定条痕等级。安装完毕后,Polytec非接触式白光干涉仪全自动完成整个测量过程,并具有更高的精度、一致性和效率。这种自动化测试系统对于经验不足的操作新手而言非常友好,使实验结果有据可依。
白光干涉仪的一个显著优点是垂直方向的分辨率与测量的范围大小无关。事实证明,具有远心光路的白光干涉仪是确定条痕等级的理想仪器。
这样一来,一次测试就能覆盖较大面积。更为重要的是,白光干涉仪可以精确、可重复地获取不同强度表面的形貌数据,更为精确地评定条痕等级。

Polytec的TopMap Pro.Surf系统是优化工业质量控制和评定条痕等级的首选设备。TopMap白光干涉仪可以在单次测试中表征大面积的形貌特性,测试快速、准确、高效,这对于在QC和QA过程中关注条痕等级的制造工程师们以及研发新合金材料的研发工程师们而言,它是不二之选。